九星特色
|
功 能
|
名 称
|
规 格
|
|
|
控制轴
|
控制轴数
|
2/3/4/5 轴(X、Z、A、B、C )
|
|
|
同时控制轴数
|
2/3/4/5轴
|
||
|
输入指令
|
最小设定单位
|
0.001毫米
|
|
|
最小移动单位
|
0.001毫米
|
||
|
最大指令值
|
±99999.999 毫米
|
||
|
进给
|
快速进给速度
|
60米/分
|
|
|
进给速度范围
|
每分进给
|
1~30000毫米/分
|
|
|
每转进给(1024线编码器)
|
0.001~500.0000
毫米/转
|
||
|
螺纹导程
|
0.001~500.0000
|
||
|
自动加减速
|
有
|
||
|
进给速度倍率
|
0~150%
|
||
|
手动
|
手动连续进给, 手动返回参考点, 单步进给
|
同时二轴 , ×1,×10,×100
|
|
|
手轮机能
|
有
|
||
|
插补
|
定位, 直线插补, 圆弧插补
|
G00,G01,G02/G03
|
|
|
调试机能
|
试运行,单程序段
|
有
|
|
|
单一型固定循环
|
外、内圆车削循环
|
G90
|
|
|
螺纹车削循环
|
G92
|
||
|
攻丝固定循环
|
G93
|
||
|
端面车削循环
|
G94
|
||
|
复合型固定循环
|
外圆粗车循环
|
G71
|
|
|
端面粗车循环
|
G72
|
||
|
封闭切削循环
|
G73
|
||
|
端面深孔加工循环
|
G74
|
||
|
外圆、内圆切槽循环
|
G75
|
||
|
复合型螺纹切削循环
|
G76、G78
|
||
|
编程方式
|
极坐标编程
|
G15、G16
|
|
|
公英制编程
|
G20、G21
|
||
|
坐标系及暂停
|
暂停(秒)
|
G04
|
|
|
坐标系设定
|
G50
|
||
|
自动坐标系设定
|
有
|
||
|
运转方式
|
MDI, 自动,手动,单步,编辑
|
有
|
|
|
安全机能
|
存储型行程检查
|
有
|
|
|
存储行程检查机能屏蔽或各轴屏蔽
|
有
|
||
|
紧急停
|
有
|
||
|
程序及编辑
|
程序存储容量,存储程序个数
|
32M, 任意个数
|
|
|
程序编辑
|
插入、修改、删除、复制、全屏幕编辑
|
||
|
程序号,顺序号,地址,字检索
|
有
|
||
|
小数点编程,程序段选跳
|
有
|
||
|
电子盘
|
有,6个区
|
||
|
显示
|
液晶显示器
|
800×600点阵 8英寸彩色屏
|
|
|
位置,程序,刀补,报警,调试,诊断,参数
|
有
|
||
|
图形,加工件数
|
有
|
||
|
M、S、T 机能
|
输入/输出:56 / 32点
|
用户:40x24点
|
|
|
辅助功能
|
M2 位数
|
||
|
主轴功能
|
S2 位数
|
||
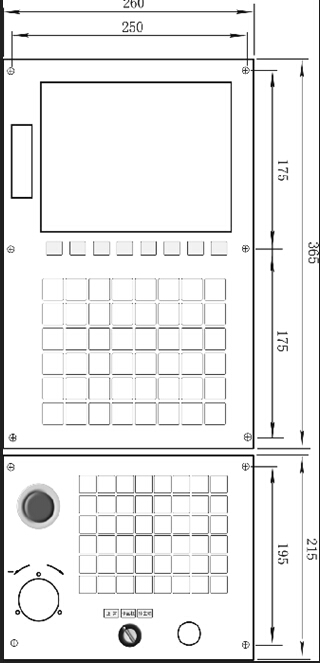
二、安装尺寸



地 址:四川省成都市成龙大道888号总部经济港E2栋
电话/传真:028-84451212
数控事业部联系人:宋工
电话:18080862446 QQ:819027440
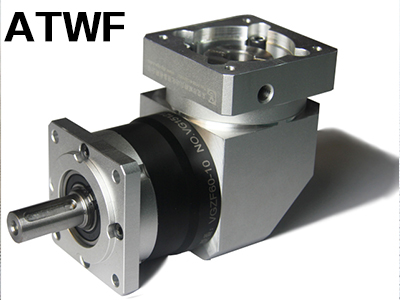
减速机事业部联系人:李工
电话:13666261503 QQ:845460500